Для очистки поверхностей небольшого размера из металла и бетона от наслоений краски, ржавчины, подходит для автомобильных дисков. Также данная установка позволяет обрабатывать и матировать хрупкие поверхности, например, стекло и пластик. Оставить заявку
Для очистки поверхностей больших размеров из металла и бетона от наслоений краски, ржавчины, также подходит для очистки автомобильных дисков. Используется для работы в обитаемых и дробеструйных камерах. Производительность очистки до 27 м3. Оставить заявку
Для очистки поверхностей больших размеров из металла и бетона от наслоений краски, ржавчины, также подходит для очистки автомобильных дисков. Используется для работы в обитаемых и дробеструйных камерах. Производительность очистки до 27 м3. Оставить заявку
Для очистки поверхностей больших размеров из металла и бетона от наслоений краски, ржавчины, также подходит для очистки автомобильных дисков. Используется для работы в обитаемых и дробеструйных камерах. Производительность очистки до 65 м3. Данная модель предназначена для работы одновременно двух операторов, что позволяет увеличить производительность очистки в 2 раза. Оставить заявку
Для очистки поверхностей больших размеров из металла и бетона от наслоений краски, ржавчины, так же подходит для очистки автгомобильных дисков. Используется для работы в обитаемых и дробеструйных камерах. Производительность очистки до 27 м3. Оставить заявку
Решение для серийного производства. Предпочтительна для использования краски одного цвета в течение длительного времени. Предназначена для электростатического напыления порошковых красок на металлические изделия практически любой конфигурации. Оставить заявку
СМЕНА ЦВЕТА ЗА 2 МИНУТЫ. Решение для окрасочного производства с частой сменой цвета. Предназначена для электростатического напыления порошковых красок на металлические изделия практически любой конфигурации. Оставить заявку
Решение для серийного производства. Предпочтительна для использования краски одного цвета в течение длительного времени. Инновационное поколение оборудования от европейского лидера в премиальном сегменте, сочетающее привлекательный дизайн, улучшенную функциональность и высокую эффективность нанесения порошковых покрытий. Оставить заявку
Решение для окрасочного производства с частой сменой цвета. Инновационное поколение оборудования от европейского лидера в премиальном сегменте, сочетающее привлекательный дизайн, улучшенную функциональность и высокую эффективность нанесения порошковых покрытий. Оставить заявку
Решение для средне- и мелкосерийного производства с частой сменой краски. Пистолет предназначен для ручного нанесения различных видов порошковых красок (обычная, трибо, металлики, антики) в электростатическом поле. Оставить заявку
Универсальное решение для окрасочного производства. Может применяться как для серийного производства, использующего один цвет, так и для процессов с частой сменой цвета. Оставить заявку
Универсальное решение для окрасочного производства. Может применяться как для серийного производства, использующего один цвет, так и для процессов с частой сменой цвета. Оставить заявку
Универсальное решение для окрасочного производства. Может применяться как для серийного производства, использующего один цвет, так и для процессов с частой сменой цвета. Оставить заявку
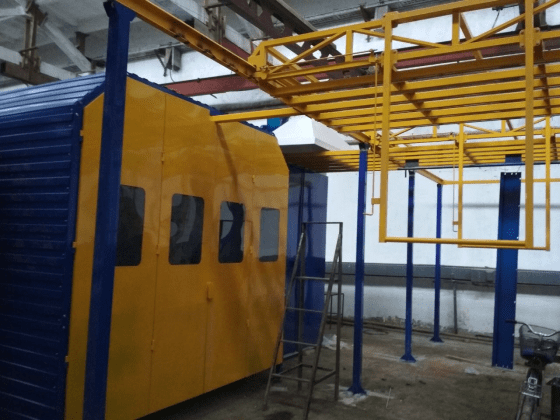
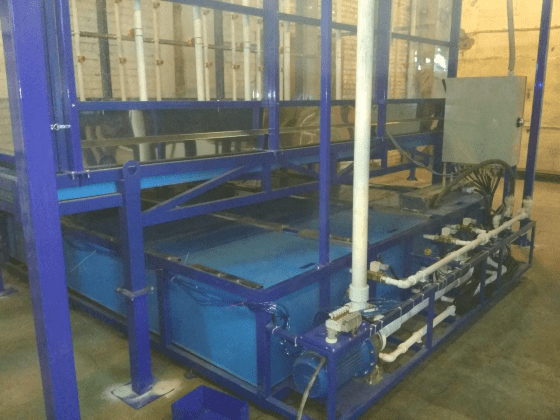
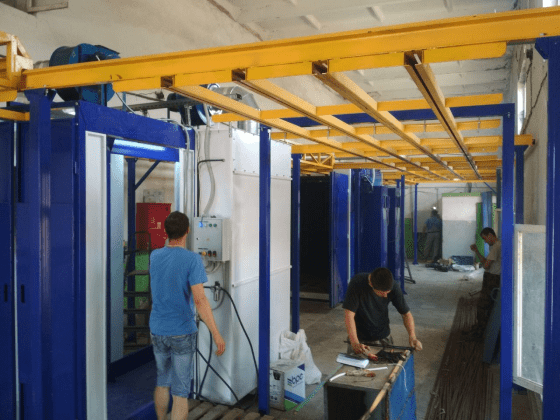
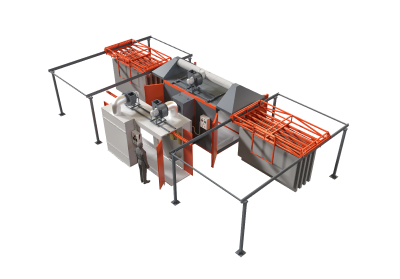
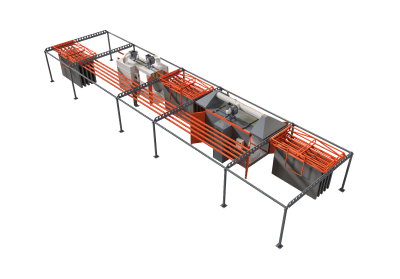
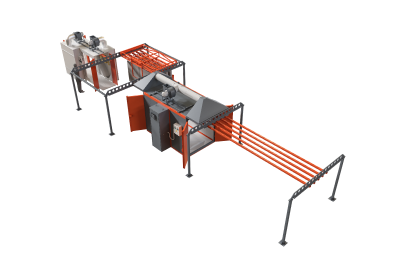
Кольцевой участок порошковой окраски с 2-постовой камерой напыления
Технологический процесс:
Загружаем изделия на каретку поперечного перемещения
Каретку с изделиями помещаем внутрь камеры окрашивания
На детали с обеих сторон наносим порошковую краску:
— окрашивание изделий с одной стороны на первом посту внутри камеры напыления;
— окрашивание изделий с другой стороны на втором посту камеры.
Снимаем окрашенное изделие с балки и помещаем на каретку поперечного перемещения
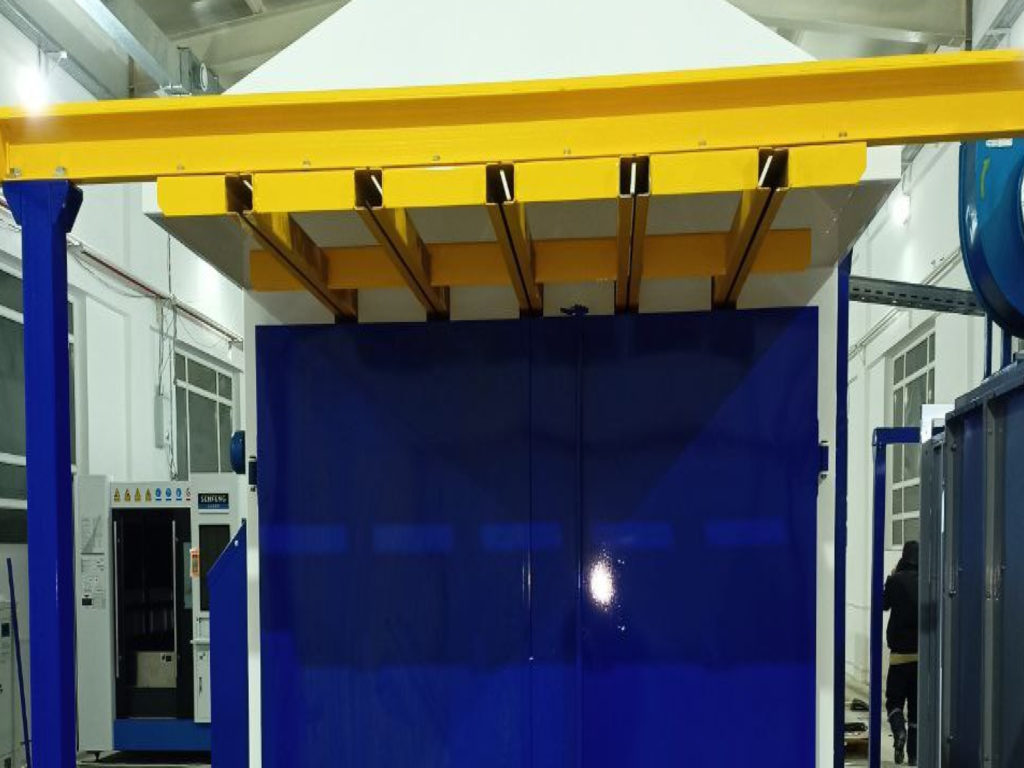
Тележку с деталями подводим к входу в камеру полимеризации
Перемещаем детали в камеру полимеризации
Пока происходит процесс полимеризации первой партии деталей, заполняем свободную каретку второй партией
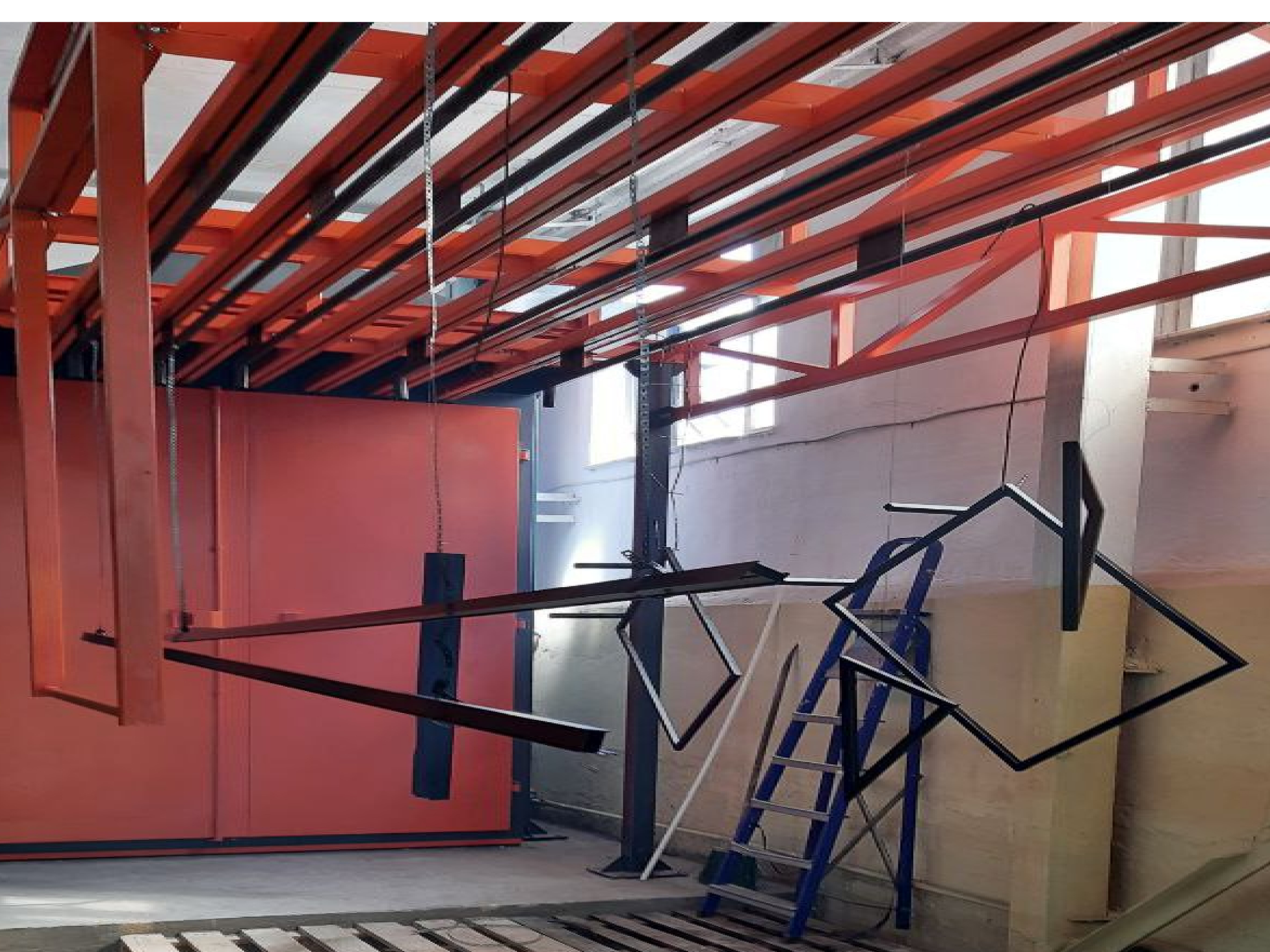
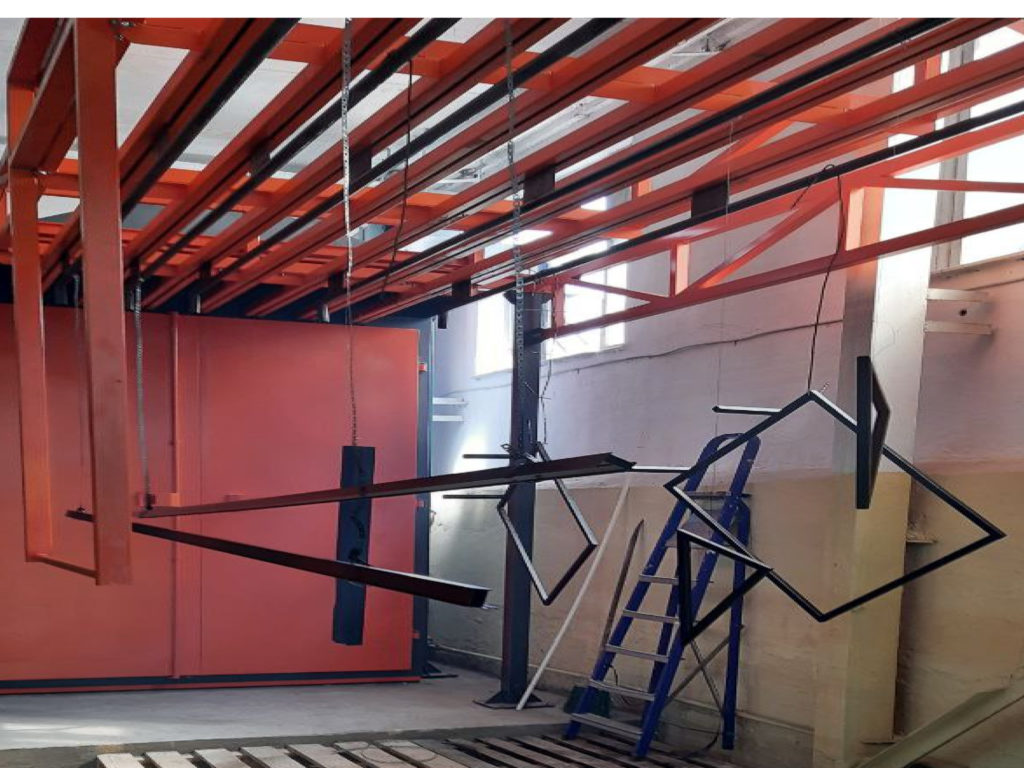
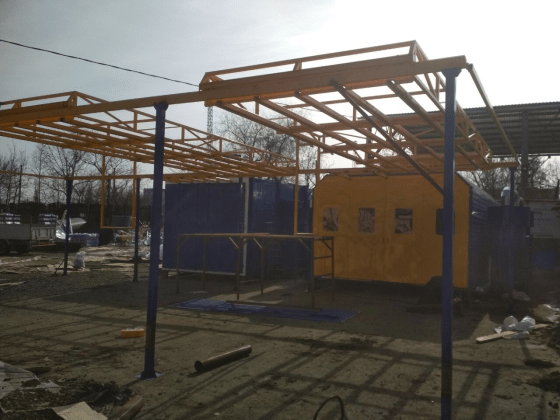
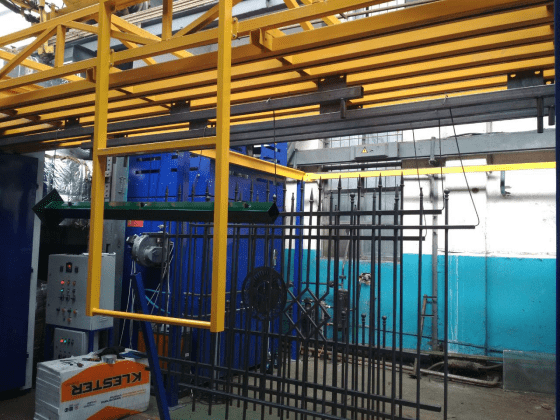
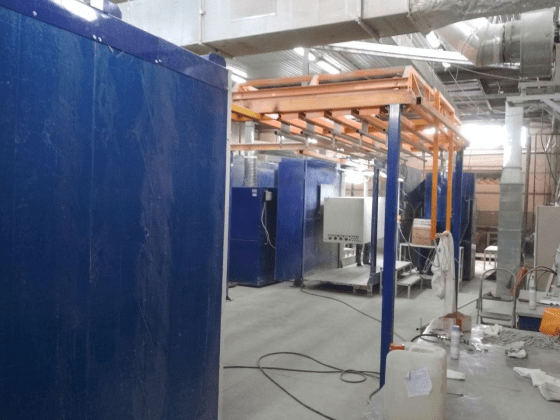
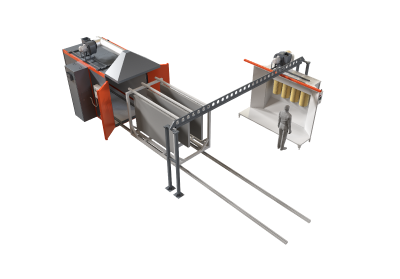
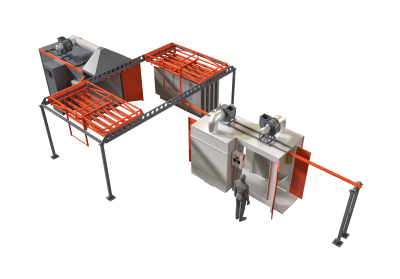
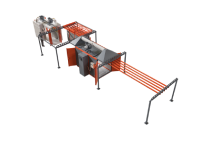
Г-образный участок порошковой окраски с верхней транспортной системой
Технологический процесс:
Подвешиваем изделия на поворотную балку и направляем их в камеру нанесения
Наносим порошковую краску с одной стороны изделия
Разворачиваем изделия и наносим порошковую краску с обратной стороны (при необходимости)
Снимаем окрашенное изделие с балки и помещаем на каретку, загружая максимально возможное количество деталей
Каретка по верхней транспортной системе перемещается в камеру полимеризации для “запекания” краски
При подаче каретки с деталями с одной стороны в камеру полимеризации, с другой стороны, выталкивается свободная часть каретки. На ней размещаем следующую партию деталей
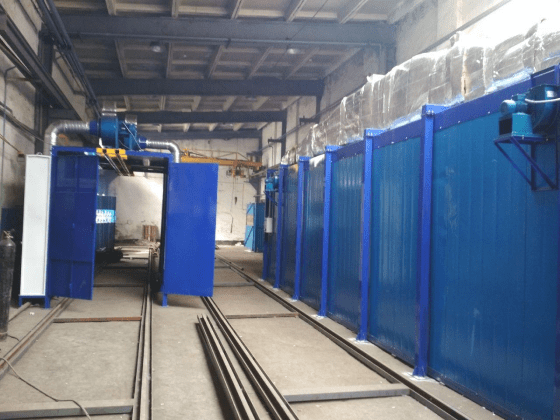
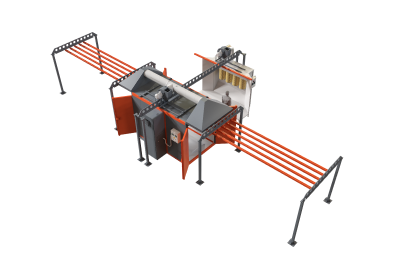
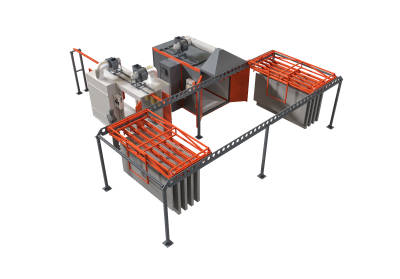
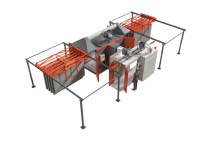
Участок порошковой окраски с одной эстакадой и 2-постовой камерой напыления
Технологический процесс:
Загружаем изделия на каретку поперечного перемещения
Каретку с изделиями помещаем внутрь камеры окрашивания
На детали с обеих сторон наносим порошковую краску :
— окрашивание изделий с одной стороны на первом посту внутри камеры окрашивания;
— окрашивание изделий с другой стороны на втором посту камеры.
Снимаем окрашенное изделие с балки и помещаем на каретку поперечного перемещения. Загружаем максимально возможное количество деталей
Тележку с деталями подводим к входу в камеру полимеризации
Перемещаем детали в камеру полимеризации
Пока происходит процесс полимеризации первой партии деталей, заполняем свободную каретку второй партией
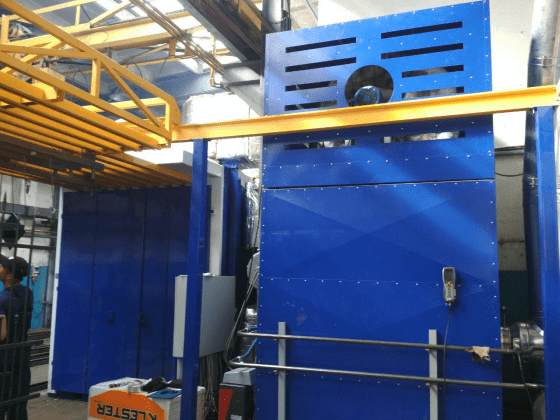
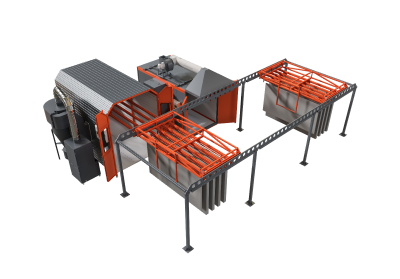
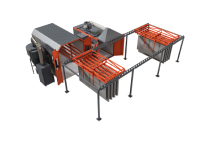
Полукольцевой участок порошковой окраски с 2-постовой камерой напыления
Технологический процесс:
Загружаем изделия на тележку поперечного перемещения
Каретку с изделиями помещаем внутрь камеры окрашивания
На детали с обеих сторон наносим порошковую краску:
— окрашивание изделий с одной стороны на первом посту;
— окрашивание изделий с другой стороны на втором посту.
Снимаем окрашенное изделие с балки и помещаем на каретку поперечного перемещения
Тележку с деталями подводим к входу в камеру полимеризации
Перемещаем каретку с деталями в камеру полимеризации
Пока происходит процесс полимеризации первой партии деталей, заполняем свободную каретку второй партией
Загружаем изделия на каретку поперечного перемещения
Каретку с изделиями помещаем внутрь камеры окрашивания
На детали с обеих сторон наносим порошковую краску:
— окрашивание изделий с одной стороны на первом посту;
— окрашивание изделий с другой стороны на втором посту.
Снимаем окрашенное изделие с балки и помещаем на каретку поперечного перемещения
Тележку с деталями подводим к входу в камеру полимеризации
Перемещаем каретку с деталями в камеру полимеризации
Выход изделий после полимеризации — с тыльной стороны печи
Участок порошковой окраски с одной эстакадой и 2-постовой камерой напыления
Технологический процесс:
Загружаем изделия на каретку поперечного перемещения
Каретку с изделиями помещаем внутрь камеры окрашивания
На детали с обеих сторон наносим порошковую краску :
— окрашивание изделий с одной стороны на первом посту внутри камеры окрашивания;
— окрашивание изделий с другой стороны на втором посту камеры.
Снимаем окрашенное изделие с балки и помещаем на каретку поперечного перемещения. Загружаем максимально возможное количество деталей
Тележку с деталями подводим к входу в камеру полимеризации
Перемещаем детали в камеру полимеризации
Пока происходит процесс полимеризации первой партии деталей, заполняем свободную каретку второй партией
Кольцевой участок порошковой окраски с 2-постовой камерой напыления
Технологический процесс:
Загружаем изделия на каретку поперечного перемещения
Каретку с изделиями помещаем внутрь камеры окрашивания
На детали с обеих сторон наносим порошковую краску:
— окрашивание изделий с одной стороны на первом посту внутри камеры напыления;
— окрашивание изделий с другой стороны на втором посту камеры.
Снимаем окрашенное изделие с балки и помещаем на каретку поперечного перемещения
Тележку с деталями подводим к входу в камеру полимеризации
Перемещаем детали в камеру полимеризации
Пока происходит процесс полимеризации первой партии деталей, заполняем свободную каретку второй партией
Полукольцевой участок порошковой окраски с 2-постовой камерой напыления
Технологический процесс:
Загружаем изделия на тележку поперечного перемещения
Каретку с изделиями помещаем внутрь камеры окрашивания
На детали с обеих сторон наносим порошковую краску:
— окрашивание изделий с одной стороны на первом посту;
— окрашивание изделий с другой стороны на втором посту.
Снимаем окрашенное изделие с балки и помещаем на каретку поперечного перемещения
Тележку с деталями подводим к входу в камеру полимеризации
Перемещаем каретку с деталями в камеру полимеризации
Пока происходит процесс полимеризации первой партии деталей, заполняем свободную каретку второй партией
Г-образный участок порошковой окраски с верхней транспортной системой
Технологический процесс:
Подвешиваем изделия на поворотную балку и направляем их в камеру нанесения
Наносим порошковую краску с одной стороны изделия
Разворачиваем изделия и наносим порошковую краску с обратной стороны (при необходимости)
Снимаем окрашенное изделие с балки и помещаем на каретку, загружая максимально возможное количество деталей
Каретка по верхней транспортной системе перемещается в камеру полимеризации для “запекания” краски
При подаче каретки с деталями с одной стороны в камеру полимеризации, с другой стороны, выталкивается свободная часть каретки. На ней размещаем следующую партию деталей
Загружаем изделия на каретку поперечного перемещения
Каретку с изделиями помещаем внутрь камеры окрашивания
На детали с обеих сторон наносим порошковую краску:
— окрашивание изделий с одной стороны на первом посту;
— окрашивание изделий с другой стороны на втором посту.
Снимаем окрашенное изделие с балки и помещаем на каретку поперечного перемещения
Тележку с деталями подводим к входу в камеру полимеризации
Перемещаем каретку с деталями в камеру полимеризации
Выход изделий после полимеризации — с тыльной стороны печи
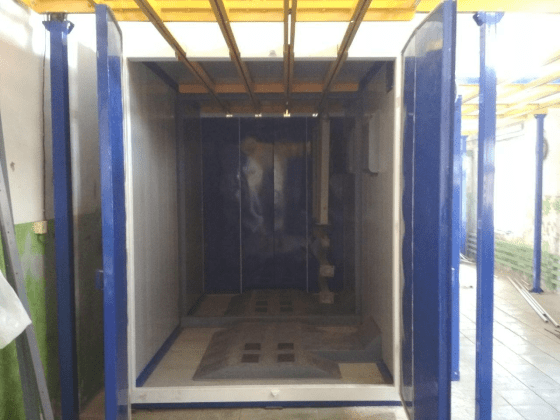
Используется для порошковой окраски: - малогабаритных изделий - разворачивая их внутри камеры; - длинномерных изделий с двух сторон поочередно, разворот изделия производится вне камеры – на транспортной системе. Оставить заявку